
Успешное производство корпусных петель требует сочетания тщательного проектирования, тщательного выбора материалов, точных пресс-форм, управляемых производственных процессов и строгого контроля качества. Независимо от того, являетесь ли вы составителем спецификации, менеджером по закупкам или мебельным брендом, понимание всей этой производственной цепочки поможет вам выбрать правильного производителя корпусных петель и оценить поставщиков как настоящих партнеров - вместо того чтобы рассматривать их просто как поставщиков.
В качестве профессиональный производитель петель, Мингрюн Мы рассмотрим типичные этапы работы современного завода по производству петель для шкафов, объясним, что важно на каждом этапе и что нужно спросить у поставщика.
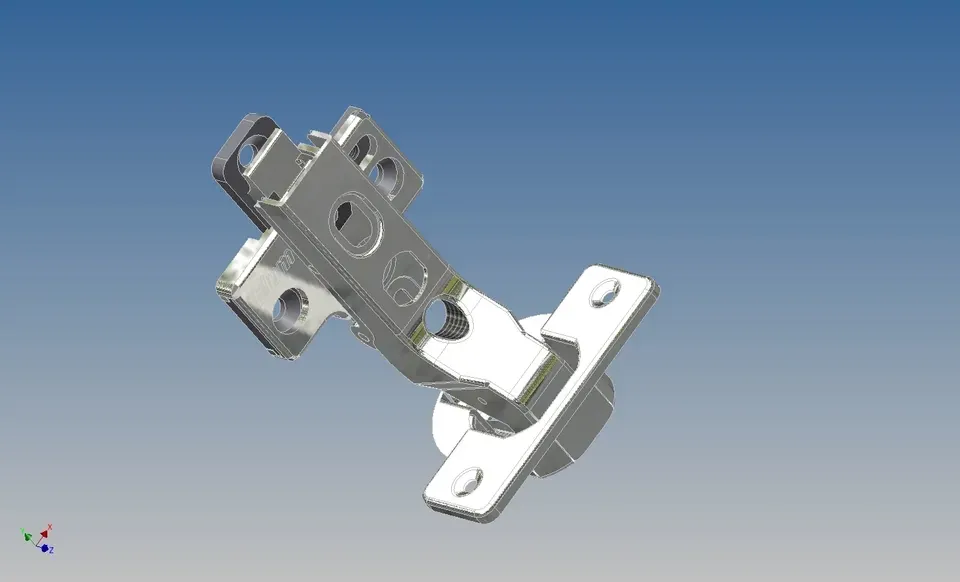
Дизайн и проектирование продукции
Все начинается с требований к изделию. В начале производства петель для шкафов инженеры определяют:
- Функциональные цели: допустимая нагрузка, угол открывания, наличие или отсутствие плавного закрывания, срок службы.
- Интерфейс установки: диаметр чашки, форма монтажной пластины, геометрия накладки/вставки.
- Эстетические цели: видимые поверхности, варианты отделки и тактильные ощущения.
Команды дизайнеров используют 3D CAD и FEA (анализ методом конечных элементов) для проверки точек напряжения и оптимизации геометрии. Быстрое прототипирование (ЧПУ или 3D-печать) создает тестовые образцы, чтобы можно было опробовать конструкцию на реальных дверях, прежде чем приступать к изготовлению инструментов.
Что спросить: Запросите чертежи CAD и фотографии прототипов. Профессионал производитель петель для шкафов будут обмениваться итерациями дизайна и отчетами о тестировании.
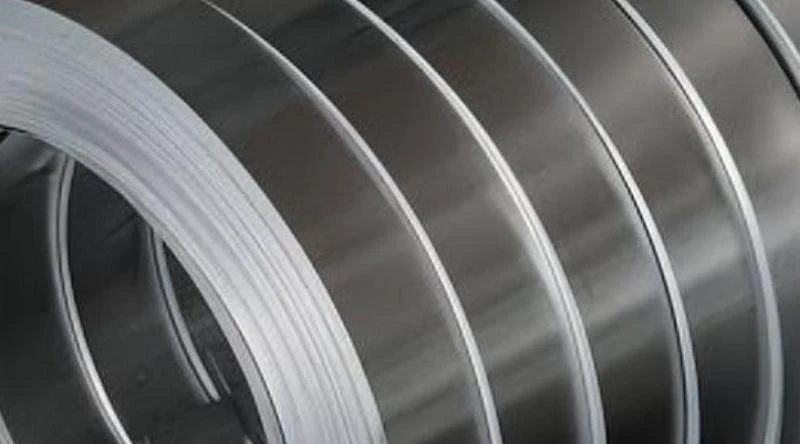
Выбор материала
Выбор материала определяет прочность, коррозионную стойкость и стоимость:
- Чашки и рычаги петель: часто из высокопрочной холоднокатаной стали, нержавеющей стали или литого цинка, в зависимости от прочности и бюджета.
- Пружины: высокоуглеродистая или нержавеющая сталь. Они должны пройти точную термическую обработку и процесс дробеструйного упрочнения, чтобы обеспечить стабильную мощность крутящего момента и превосходный усталостный ресурс пружины
- Демпферы (мягкое закрывание): прецизионные поршни с уплотнениями из эластомеров и демпфирующей жидкостью. Материал должен выдерживать изменения температуры, чтобы скорость плавного закрытия оставалась стабильной в разные времена года
- Крепеж/вставки: нержавеющие винты или латунные вставки во избежание гальванической коррозии.
Хорошая фабрика по производству петель для шкафов может объяснить компромиссные решения (например, цинк дешевле, но требует лучшего покрытия; нержавеющая сталь 316 противостоит прибрежной коррозии).


Инструментальная оснастка и изготовление пресс-форм
Качество оснастки задает базовый уровень допусков. Типичные этапы изготовления оснастки при производстве петель для шкафов:
- Проектирование и фрезерование форм для литья под давлением или штампов для прогрессивной штамповки.
- Пробные прогоны и доводка пресс-форм (T1-T3) обеспечивают соответствие размеров и деталей поверхности спецификациям.
- Высокоточная оснастка снижает количество брака и обеспечивает стабильную производительность на всех сериях.
Инструментальная оснастка дорога, но очень важна - некачественные штампы означают некачественные петли, даже если конструкция хороша.

Основные процессы производства петель для шкафов
Большинство петель сочетают в себе несколько методов обработки металла:
A. Штамповка / прессование
Стальные детали, такие как чашки, пластины и тяги, штампуются, обрезаются и часто подвергаются термообработке для достижения необходимой твердости и усталостной прочности. Прогрессивные штампы позволяют формировать сложные формы в непрерывном режиме.
B. Литье под давлением
Компоненты из цинкового сплава (обычного для экономичных петель) отливаются под давлением, дегазируются и галтуются. Критические элементы обрабатываются на станках с ЧПУ для обеспечения точности посадки.
C. Весеннее производство
Навивка, термообработка и дробеструйное упрочнение позволяют получить пружины с предсказуемым крутящим моментом и усталостным ресурсом.
D. Узел демпфера
Для устройств с плавным закрытием требуются прецизионные клапаны, уплотнения и калиброванные порции масла. Демпферы проходят индивидуальное тестирование на соответствие профилю демпфирования.
E. Финишная обработка с ЧПУ
Ключевые элементы - отверстия, пазы и опорные поверхности - обрабатываются на ЧПУ с соблюдением жестких допусков.
Зрелый завод по производству петель для шкафов Стадии этих процессов позволяют сократить объем обработки и защитить чувствительные отделочные материалы.

Обработка поверхности и отделка
Финишная обработка поверхности защищает и украшает петли. Она является ключевым звеном между функциональностью и рыночной стоимостью при производстве петель для шкафов. Распространенные виды обработки:
- Гальваническое покрытие (Ni/Cr) для блестящей отделки.
- PVD для долговечных декоративных покрытий (черный, бронзовый и т.д.).
- Порошковое покрытие для прочной цветной отделки.
- Пассивация/электрополировка для нержавеющих компонентов.
На высококачественных заводах проводятся тесты на адгезию, солевое распыление (ASTM B117) и проверка толщины. Не соглашайтесь с заявленными характеристиками отделки без данных испытаний.
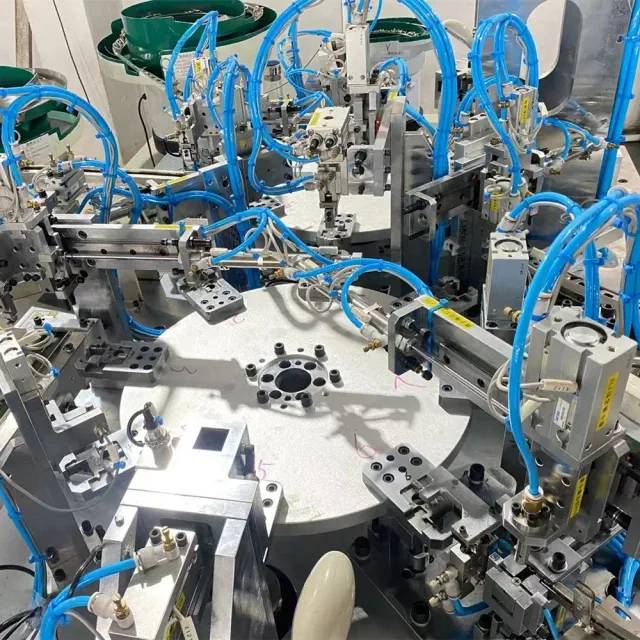
Сборка и автоматизация
Сборка может быть ручной, полуавтоматической или полностью автоматизированной, в зависимости от объема:
- Сборные узлы (пружинные блоки, демпферы) производятся и тестируются.
- На линии окончательной сборки устанавливаются пружины, амортизаторы и пластины, затем устанавливаются моменты затяжки.
- Механизмы зажима устанавливаются и проверяются на прочность.
Автоматизация повышает согласованность, однако для линий премиум-класса по-прежнему важна точная ручная сборка.
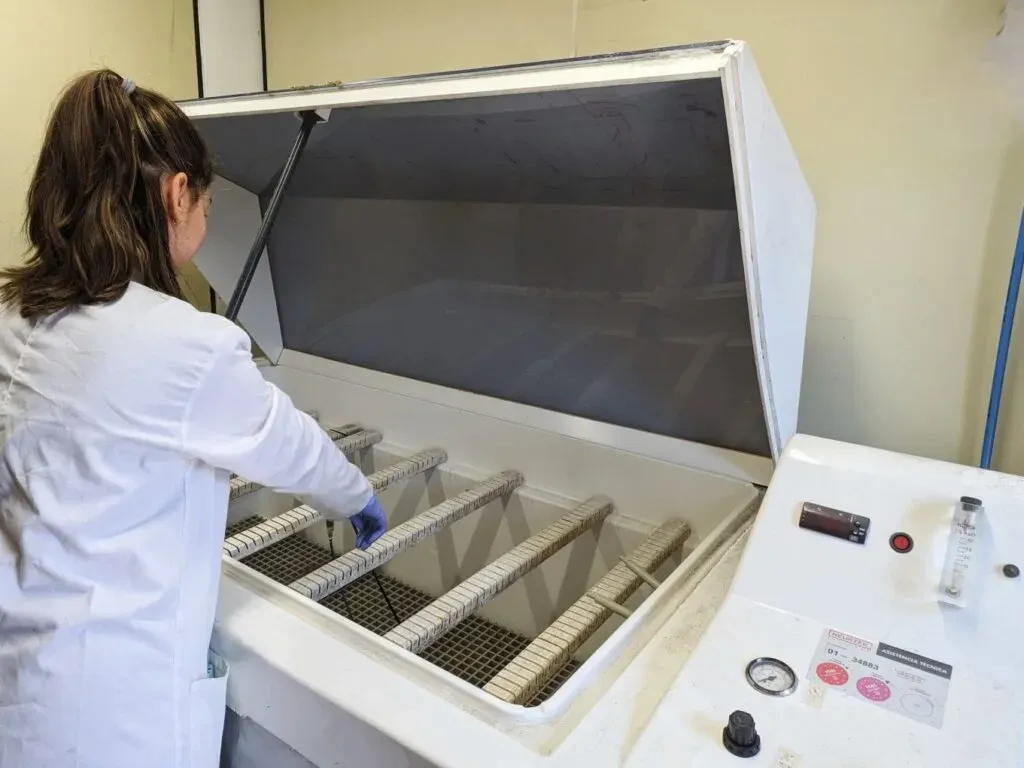
Контроль качества и тестирование
Контроль качества не подлежит обсуждению в респектабельных производство петель для шкафов:
- Контроль размеров (штангенциркуль, КИМ).
- Циклическое тестирование: циклы открытия/закрытия для проверки срока службы (обычно 50-200 тыс. циклов в зависимости от спецификации).
- Испытания на демпфирующую способность для устройств с плавным закрыванием.
- Коррозионные испытания: отчеты о солевых брызгах для деталей с гальваническим/покрытием.
- Визуальный и финишный контроль на наличие дефектов или отслаивания покрытия.
Попросите у потенциальных поставщиков сертификаты контроля качества и журналы репрезентативных испытаний. Надежный производитель петель для шкафов предоставит их без всякого принуждения.

Упаковка, прослеживаемость и логистика
Хорошая упаковка защищает отделку при транспортировке: герметичные пакеты, влагопоглотители и мягкие картонные коробки снижают риск влажности и истирания. Прослеживаемость (коды партий, идентификаторы партий покрытия) помогает управлять отзывами и гарантийными претензиями.
Для экспортеров очень важны возможности завода по управлению паллетированием, оформлением экспортной документации и безопасной для транзита упаковкой.

Выбор правильного поставщика
При оценке завод по производству петель для шкафов или производитель петель для шкафовРассмотрите:
- Инженерная поддержка и готовность делиться отчетами о тестировании.
- Собственный инструментальный потенциал и производственный комплекс (штамповка, литье под давлением, ЧПУ).
- Режим контроля качества: срок службы, соляной туман и контроль размеров.
- Способ обработки поверхности (PVD/порошковое/электронное покрытие) и документированные результаты.
- Сроки изготовления, гибкость MOQ и послепродажная поддержка.
Заключение
Производство петли для шкафа - это взаимодействие конструкторского предвидения, материаловедения, точной оснастки и надежных испытаний. Для покупателей самая дешевая петля редко оказывается самой экономичной на протяжении всего срока службы изделия; важны долговечность, целостность отделки и приятные ощущения. Проверьте производителя петель для шкафов на предмет прозрачности инженерных решений, данных испытаний и глубины производства. Правильное партнерство с фабрикой сокращает количество возвратов, поддерживает брендинг и обеспечивает фурнитуру, которая сохраняет прекрасное функционирование шкафов в течение многих лет.
О Мингруне

Мингрюн - это профессиональный производитель петель которая ориентируется на стабильное качество, эффективное производство и долгосрочные партнерские отношения. Мы предложение оптовая поставка петель для шкафов и Индивидуальные решения для мебельных петель учитывает потребности мировых брендов, дистрибьюторов и покупателей OEM/ODM.
Наше предприятие работает с высокоавтоматизированные производственные линии и строго следует международным стандартам производства петель для шкафов. Многолетний опыт и неизменные отзывы клиентов позволяют нам обеспечивать надежное качество в масштабах компании.
Mingrun - поставщик, которому вы можете доверять: гибкость в настройке, стабильность в выполнении и стремление поддержать рост вашего бизнеса.




